OH系列的40-315叶轮精铸是我目前遇到最难的产品规格。也多次与铸造方面的人士探讨精铸的解决方案,估计看到我推文的铸造方面的师长们都与我探讨过这个产品如何解决这个产品精铸制造,我迟迟没有给出合理的解决方案是因为我也没有系统的解决体系。今天灵感突发,与大家探讨下如何解决40-315精铸问题,从水力设计方面的解决方案。
问题表现:面临的问题是清砂困难
1:叶轮的包角太大,在叶片的进口处的叶片的工作面,很难清沙。
2: 叶轮的出口宽度过小,只有8mm
3: 叶轮直径比较大,达到324mm
4: 入口直径偏小
上述原因导致40-315成为各个精铸厂难以逾越的鸿沟。精铸厂的老师们也与我探讨他们的工艺解决方案,这里不能与大家探讨,那是前辈们经验的总结。我这里探讨从设计上的解决方案的可能性。
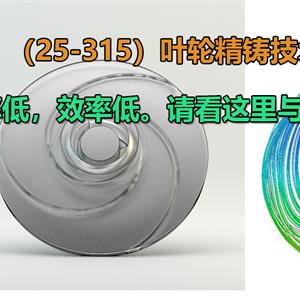
A : 为什么我们一定要做A字轮,如果我们通过水力设计,在C字轮处,提高扬程的设计。覆盖到A字轮的水力空间,这样在精铸的时候我们的叶轮直径可以从原来的324mm降低到275mm,这样不大大的减少叶轮直径。这样不就降低的清砂的难度。
如下图:

工况点在 流量25,扬程120的情况下,我们不生产A字轮,我们对C字轮进行改造,减少包角,增加出口角度,增加叶片数量。进而达到工况点的效果。
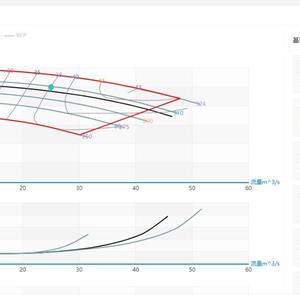
B:为什么不在C字轮处,设计长短叶片的组合,减少叶片包角。减少包角将极大的降低清砂难度。
如下图:临时设计,没有分析验证哈!过段时间水力寻优

通过,对40-315的C字轮的改造,达到A字轮的水力效果。可获得更小的叶轮直径和包角,最大限度的从设计上满足工艺需求。
C: 为什么我们不能通过改造40-250的规格A字轮,通过设计提升扬程。覆盖掉40-315,C字轮下面的工况。这样即有利于效率的提升,同时也降低产品的成本。
这样做的好处更加明显:降低了成本,同时合理避开了40-315制造的问题。
总结:1 通过对40-315 C字轮直径下水力改造,即模具直径不再是324mm,而是275到290之间的某个数值。减少叶轮直径以及包角,降低40-315叶轮工艺制造清砂难度。
2 通过对40-250 的A字轮的扬程设计提升,覆盖掉40-315,C字轮下面的工况区域,效率会明显提升,提升产品性能,降低产品成本。
以前的思维逻辑是在工艺上解决,太难有所突破。又想到40-250进行扬程提升,又感觉仅仅能覆盖掉C字轮的下方区域。今天终于明白了,为何不修正C字轮。不就解决问题了吗!!
也希望好友们和我一起探讨哈!
后续,会渐渐完善设计思路,届时会与大家分享。
感谢您关注查泵网