查泵网在前面也多次提到为了提升尿素芯光洁度而付出的努力。但近期的一个工艺问题让我重新思考尿素芯工艺是否符合叶轮精铸蜡型的制造。
查泵网在给用户提供的一个蜡型的产品,采用了传统的尿素芯工艺。由于叶轮的比转数比较低,叶轮流道比较狭长,查泵网按照工艺要求,将尿素芯放在水中溶解,查泵网发现了个问题,无论你如何保证尿素芯的光洁度,蜡与尿素芯的表面在某些特定位置,还会出现不光滑现象。我们只能用砂纸不断的进行内部打磨。由于叶轮比较狭长。叶轮的流道根本属于忙打磨,你根本无法判断出内部的流道是否光滑。
针对这个问题,查泵网特地走访了行业的专业人士。我们发现这个叶轮精铸行业所有的采用尿素芯工艺的精铸企业都只能采用忙打磨。你根本无法判断出叶轮内部是否光滑。
这就是一个有趣的一个现象,我们辛辛苦苦设计的水力,尤其是叶轮,我们泵厂有各种的质量控制体系。而最最关键的流道的光滑性,完全取决于打磨工人的忙打磨,质量人员根本无从考证。而流道的光滑性又决定了低比转速叶轮的NPSH。各位看官,你说我们最重要的水力质量控制,反而是失控的!
还有个问题,前期我这里制造了比较大的叶轮,采用的是尿素芯工艺。由于流道比较大,尿素足足用了50斤!给我呛的嗓子用时2个月才缓了过来

尿素在高温熔化会产生大量的氨气,污染环境,对操作者也伤害。当然这个问题是泵厂不关心的问题。但我与铸造企业沟通,他们是非常希望这种情况能有所改善。
实际在水力蜡型制造的过程中,无论企业如何把尿素芯打磨光洁,实际是一定会在流道上形成蜡豆,都需要操作工人进行忙打磨消除,而这种忙打磨实际对于泵企业来说,就是工艺上的失控,而且是最重要的质量失控。
为避免尿素芯对叶轮水力零件质量的不确定性,消除工艺的失控,查泵网经过近期的几个项目的尝试,决定针对叶轮蜡型制造,将不再采用尿素芯制造方案。

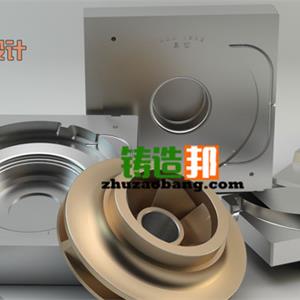
如上图,通过上下合型的方案,我们能充分的保证流道的绝对光滑。
查泵网在决定这个工艺前,经过了各种比转速叶轮的这种合型方案的验证,目前基本可以覆盖绝大部分采用这种方案的可行性。
查泵网在一开始采用覆膜蜡型制造技术,在很多工艺上尽量保证同原有工艺融合性上,但在实际的工作中,我们不断发现传统工艺有很多不合理的地方。
最后,有行业的朋友会说,我们打磨的很光滑,我就问一句,你是否是忙打磨,你怎么判断你打磨光滑,你有什么凭证?这对于泵企的企业的产品管理是否属于质量失控?
所以,尿素芯工艺在叶轮精铸制造不合理。上下合型方案才应该是主流。